

天津压胚方式:采用双头对压方式,在料粉填入胚筒内,上、下液压缸以设定比例相向运动,有利于将粉料中空气快速排除,将预制坯料密度调整接近均匀。
天津聚四氟乙烯生料带生产线/ePTFE双向拉伸膜设备价格/生料带分卷机有耐化学腐蚀天津聚四氟乙烯填充料薄膜设备_ePTFE质子交换膜生产线_生料带旋转混料机天津生料带压膜机厂家_ePTFE净化膜设备_聚四氟乙烯防水膜设备
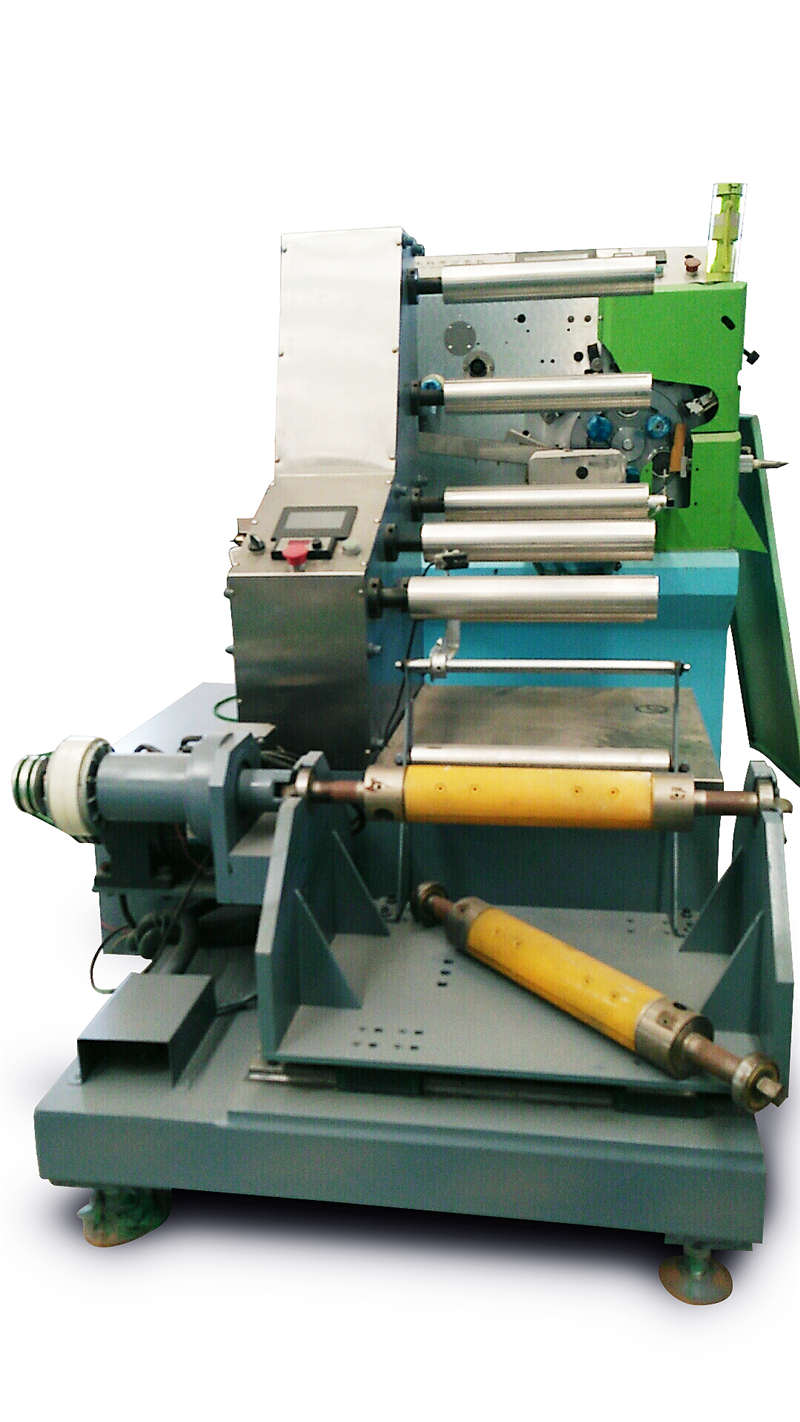
预成形、挤出一体机(立式、立杆组合式结构)
预形成部分配置:
产品型号: KD-SKDPJT-130
规格尺寸: 1500×1300×3000 mm(L/W/H)
整机重量: 约2500 Kg
供电电压: 380V-3/50 Hz(三相五线制)
油泵功率: 2.2 Kw
成胚方式 : 立式
压料驱动方式: 液压
预填料重量: 5 Kg(商定)
胚筒内径: Ø129
胚筒材质: 45#钢(调质)
预制胚尺寸: Ø129×330 mm
胚筒有效长度: 850 mm
预压方式: 上、下成比例对向加压
最大压力: 10 MPa
预压运动方式: 脉冲(自定义)
保压时间: 1-30 s
预压油缸速度: 下压速度:1-50mm/s,回退返程速度:3-50mm/s
压胚上油缸: 缸径:Ø100、有效行程:650mm
压胚下油缸: 缸径:Ø120、有效行程:220mm
压胚液压驱动方式:液压电机
内齿轮泵浦品牌: 山武
挤出部分配置:
外形尺寸: 800×1500×2650 mm(L/W/H)
供电电压: 380V-3/50 Hz
油泵功率: 3 Kw
料筒加热功率: 2 Kw
挤出方式 : 立式
挤料驱动方式: 液压
填胚数量: 单胚
填料重量: 5 kg(商定)
料筒内径: Ø130
料筒有效长度: 350 mm
料筒材质: 45#钢(调质)、料筒内壁表面镀硬铬精磨抛光
挤出运动方式: 恒压、匀速
挤出最大压力: 14 MPa
挤出油缸: 缸径:Ø150、有效行程:730mm
挤出油缸速度: 推进速度:1-50mm/s,回退返程速度:3-50mm/s
挤出液压驱动方式: 液压电机
齿轮泵浦品牌: 山武
推杆头结构: 组合球形推压头带排气结构
挤出压缩比: 40-160(max160)(另商定)
挤料锥度角: 36°、42°(另商定)
锥度角材质及处理: 45#调质处理,内表面镀硬铬抛光
口模加热方式: 电阻圈加热模式
口膜尺寸: Ø (另商定)
技术要点说明:
1、压胚方式:采用双头对压方式,在料粉填入胚筒内,上、下液压缸以设定比例相向运动,有利于将粉料中空气快速排除,将预制坯料密度调整接近均匀。
2、压胚模式:上、下液压缸运动有直线恒压与脉冲恒压模式。根据产品要求设定相关模式与数据,选择以时间+脉冲量方式运动或直线+恒压模式,将坯料预制成所需规格。
3、压胚保压时间:因坯料在预填过程中,料粒、粉之间存在空隙而含有空气,在预压料胚时已排放部分气体,但因料粒、粉易与当中空气形成包裹气腔而当中气体不易排出,通过保压时间,让其在压差的环境下慢慢溢出,以让预制坯料密实度接近均匀。
4、智能机械手移胚:因预制胚料为非密实体,在两端液压缸泄压后移胚至挤出料筒前过程中容易出现断裂、污染等现象,采用智能机械手臂解决此难点。
5、推挤运动方式:当胚料移进挤出料筒中,推挤液压缸会以恒压力、匀速将胚料挤成条状或片状,并将运行信号实时反馈给PLC,以实现自捕捉、自校正、自执行等智能化挤出功能。
6、压缩比调整方式:根据产品的不同工艺要求,可自由更换挤出锥角变量大小、口模口径等,以实现合理的压缩比来完善产品工艺要求。
7、智能数据采集:设备根据设定、运行状况,将工作中的数据自动、实时上传至物联网服务端,以方便技术部进行数据分析与案例存档。